25 KGS Aluminium Barrier Foil Bags
Aluminium Barrier Foil Bags
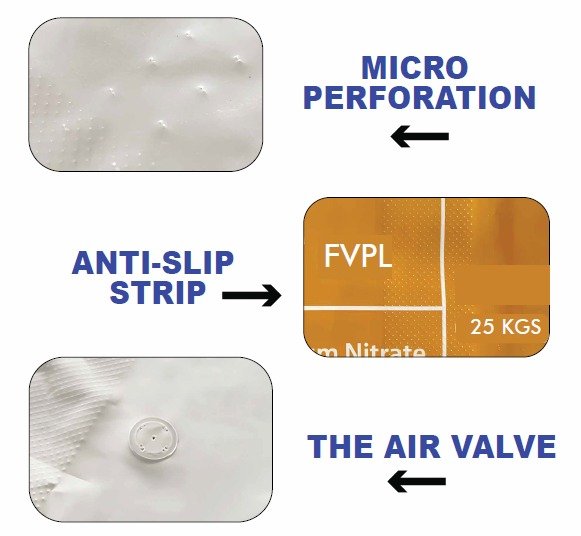
25 KGS Aluminium Barrier Foil Bags
Our Aluminium Barrier Foil Bags are engineered to deliver top-tier protection for sensitive materials across various industries. These high-performance bags effectively shield contents from oxygen, moisture, UV rays, odors, oils, grease, acids, alkalis, and other environmental contaminants, ensuring product integrity and extended shelf life.
Key Features
Excellent Barrier Properties for maximum protection
High Mechanical Strength for rugged handling and transport
Nylon Film Layer for outstanding puncture resistance
Superior Heat Sealing Performance for secure, airtight packaging
Enhanced Climate Control for storage in challenging environments
No mininum quantity required
Reduces need of expensive modified atmosphere warehousing
Anti skid properties
Our Product Range
25 KG Aluminium Barrier Foil Bags
Heavy-duty bags designed for maximum protection of bulk materials.
25 KG Aluminium Barrier Bag with De-Gassing Valve
Includes a built-in valve for safe degassing of volatile or reactive contents.
Triple Layer Aluminium Foil Bag
Reinforced triple-layer design for superior strength and contamination resistance.
High Barrier puncture resistance Aluminium Foil Bag
Advanced multi-layered bag with high barrier performance and enhanced puncture resistance.
3D Foil Bags (Pallet Covers)
Custom 3D-shaped covers ideal for large palletized goods, providing full enclosure and protection.
Retort Pouch
Custom-Made Aluminium Foil ESD Packaging Bags
Antistatic and moisture-proof solutions tailored to protect sensitive electronic components.
25 kgs HEAVY DUTY PE BAGS